Entry
Reader's guide
Entries A-Z
Subject index
Six Sigma
The term Six Sigma may be interpreted in several ways. To some, it represents a metric denoting the level of quality of a product or process, such as the proportion of nonconforming product. This may be expressed as a proportion or percentage (5% noncon-forming product, say) or in parts per million (ppm), such as 5,000 defects per million opportunities. To others, such as senior management, Six Sigma conveys a philosophy of continuous quality improvement. This is akin to accepting Six Sigma as the organization motto, with everyone committed to improving products, processes, and services along such dimensions as quality, price, lead time, and on-time delivery. It is interpreted as a business strategy. Finally, Six Sigma is viewed as a methodology for improving quality. In this context, it represents a structured approach to problem solving using a variety of statistical and interventional tools and techniques.
Perspective on Six Sigma as a Metric
Six Sigma was coined by Motorola in the 1980s. The Greek letter sigma (σ) represents the variability in a process as measured by its standard deviation. The conceptual perspective of the term Six Sigma is that it is desirable for a process to be operating such that the specification limits, which govern customer requirements on a selected quality characteristic, are located 6 standard deviations away from the mean value of the characteristic. It is assumed that the probability distribution of the quality characteristic (X) is normal, and its density function is given by

where μ and σ represent the process mean and standard deviation, respectively. When the assumption of normality of distribution of the quality characteristic can be justified, using standard normal tables, it can be shown that the proportion of nonconforming product is 0.002 ppm. The tail area under the normal curve, above or below the appropriate specification limit, is 0.001 ppm on each side. Figure 1 demonstrates this concept.
The above interpretation of Six Sigma as a metric applies in a static situation. However, Motorola wanted to account for drifts in the process in the long run. An assumption was made that the drift in the process mean would be no more than 1.5 standard deviations from its original location. This assumption implies that a system of statistical process control will be in place for detecting when a process goes “out of control.”
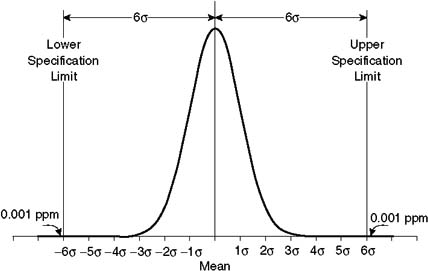
Figure 1 Process Distribution With Specification Limits at 6 Standard Deviations From Mean
A process could go out of control because of special causes. These special causes are not part of the system as designed but could occur as a result of the use of a wrong tool, an improper raw material, or an operator error. Identification of special causes is typically accomplished through the use of control charts. Special causes could cause a shift in the process mean or an increase in the process standard deviation. Common causes, on the other hand, are inherent to the system. A process can be redesigned to reduce the impact of the common causes, but they can never be eliminated completely. A process with only common causes is said to be in statistical control.
...
- Biographies
- Babbage, Charles
- Bernoulli, Jakob
- Bonferroni, Carlo Emilio
- Bruno, James Edward
- Comrey, Andrew L.
- Cronbach, Lee J.
- Darwin, Charles
- Deming, William Edwards
- Fisher, Ronald Aylmer
- Galton, Sir Francis
- Gauss, Carl Friedrich
- Gresham, Frank M.
- Jackson, Douglas N.
- Malthus, Thomas
- Markov, Andrei Andreevich
- Pascal, Blaise
- Pearson, Karl
- Poisson, Siméon Denis
- Reynolds, Cecil R.
- Torrance, E. Paul
- Wilcoxon, Frank
- Charts, Graphs, and Visual Displays
- Computer Topics and Tools
- Concepts and Issues in Measurement
- Standards for Educational and Psychological Testing
- T Scores
- z Scores
- Ability Tests
- Achievement Tests
- Alternate Assessment
- Americans with Disabilities Act
- Anthropometry
- Aptitude Tests
- Artificial Neural Network
- Asymmetry of g
- Attitude Tests
- Basal Age
- Categorical Variable
- Classical Test Theory
- Coefficient Alpha
- Completion Items
- Computerized Adaptive Testing
- Construct Validity
- Content Validity
- Criterion Validity
- Criterion-Referenced Test
- Cronbach, Lee J.
- Curriculum-Based Measurement
- Diagnostic Validity
- Educational Testing Service
- Equivalence Testing
- Essay Items
- Ethical Issues in Testing
- Face Validity
- Gf-Gc Theory of Intelligence
- Guttman Scaling
- Health Insurance Portability and Accountability Act
- High-Stakes Tests
- Immediate and Delayed Memory Tasks
- Individuals with Disabilities Education Act
- Information Referenced Testing
- Informed Consent
- Intelligence Quotient
- Intelligence Tests
- Internal Review Board
- Interrater Reliability
- Interval Level of Measurement
- Ipsative Measure
- Item and Test Bias
- Item Response Theory
- KR-20 and KR-21
- Likert Scaling
- Measurement
- Measurement Error
- Metric Multidimensional Scaling
- Multiple-Choice Items
- Multitrait Multimethod Matrix and Construct Validity
- Nomothetic Versus Idiographic
- Ordinal Level of Measurement
- Parallel Forms Reliability
- Performance IQ
- Performance-Based Assessment
- Personality Tests
- Portfolio Assessment
- Predictive Validity
- Projective Testing
- Q Methodology
- Questionnaires
- Ratio Level of Measurement
- Reliability Theory
- Response to Intervention
- Reverse Scaling
- Scaling
- Section 504 of the Rehabilitation Act of 1973
- Self-Report
- Semantic Differential
- Semantic Differential Scale
- Six Sigma
- Spearman's Rho
- Split Half Reliability
- Standard Error of Measurement
- Standard Scores
- Test-Retest Reliability
- Thurstone Scaling
- Torrance, E. Paul
- True/False Items
- Validity Coefficient
- Validity Theory
- Verbal IQ
- Concepts and Issues in Statistics
- Artificial Neural Network
- Attenuation, Correction for
- Autocorrelation
- Bayesian Statistics
- Bioinformatics
- Central Limit Theorem
- Decision Theory
- Diggle-Kenward Model for Dropout
- DISTATIS
- Exploratory Factor Analysis
- Factorial Design
- Fourier Transform
- Generalized Additive Model
- Generalized Method of Moments
- Generalized Procrustes Analysis
- Graphical Statistical Methods
- Hierarchical Linear Modeling
- Historiometrics
- Logistic Regression Analysis
- Loglinear Analysis
- Markov Chain Monte Carlo Methods
- Matrix Operations
- Mean
- Measurement Error
- Mixtures of Experts
- Nonparametric Statistics
- Propensity Scores
- Rasch Measurement Model
- Regression Analysis
- Sampling Distribution of a Statistic
- Signal Detection Theory
- Simpson's Paradox
- Spurious Correlation
- Standard Error of the Mean
- Standard Scores
- Support Vector Machines
- Survival Analysis
- Type I Error
- Type II Error
- Data and Data Reduction Techniques
- Descriptive Statistics
- Arithmetic Mean
- Attenuation, Correction for
- Autocorrelation
- Average
- Average Deviation
- Bayley Scales of Infant Development
- Biserial Correlation Coefficient
- Class Interval
- Coefficients of Correlation, Alienation, and Determination
- Cognitive Psychometric Assessment
- Cohen's Kappa
- Correlation Coefficient
- Cumulative Frequency Distribution
- Deviation Score
- Difference Score
- Estimates of the Population Median
- Fisher's Z Transformation
- Frequency Distribution
- Galton, Sir Francis
- Grand Mean
- Harmonic Mean
- Histogram
- Kendall Rank Correlation
- Mean
- Measures of Central Tendency
- Median
- Mode
- Moving Average
- Parameter
- Parameter Invariance
- Part and Partial Correlations
- Pearson Product-Moment Correlation Coefficient
- Pearson, Karl
- Percentile and Percentile Rank
- Scattergram
- Semi-Interquartile Range
- Spurious Correlation
- Standard Deviation
- Survey Weights
- Text Analysis
- Evaluation
- Experimental Methods
- Standards for Educational and Psychological Testing
- Alternative Hypothesis
- American Statistical Association
- Americans with Disabilities Act
- Association for Psychological Science
- Basic Research
- Bioinformatics
- Complete Independence Hypothesis
- Continuous Variable
- Critical Value
- Data Collection
- Data Mining
- Delphi Technique
- Dependent Variable
- Descriptive Research
- Ethical Issues in Testing
- Ethical Principles in the Conduct of Research With Human Participants
- Fractional Randomized Block Design
- Hello-Goodbye Effect
- Hypothesis and Hypothesis Testing
- Independent Variable
- Informed Consent
- Instrumental Variables
- Internal Review Board
- Longitudinal/Repeated Measures Data
- Meta-Analysis
- Missing Data Method
- Mixed Models
- Mixture Models
- Moderator Variable
- Monte Carlo Methods
- Null Hypothesis Significance Testing
- Ockham's Razor
- Pairwise Comparisons
- Post Hoc Comparisons
- Projective Testing
- Quasi-Experimental Method
- Sample Size
- Section 504 of the Rehabilitation Act of 1973
- Significance Level
- Simple Main Effect
- Simulation Experiments
- Single-Subject Designs
- Statistical Significance
- Suppressor Variable
- Variable
- Variable Deletion
- Variance
- Inferential Statistics
- Akaike Information Criterion
- Analysis of Covariance (ANCOVA)
- Analysis of Variance (ANOVA)
- Bayes Factors
- Bayesian Information Criterion
- Binomial Test
- Bonferroni, Carlo Emilio
- Complete Independence Hypothesis
- Data Analysis ToolPak
- Exploratory Factor Analysis
- Factorial Design
- Fisher, Ronald Aylmer
- Hierarchical Linear Modeling
- Hypothesis and Hypothesis Testing
- Inferential Statistics
- Logistic Regression Analysis
- Markov, Andrei Andreevich
- Null Hypothesis Significance Testing
- Pairwise Comparisons
- Part and Partial Correlations
- Repeated Measures Analysis of Variance
- Type I Error
- Type II Error
- Wilcoxon, Frank
- Organizations and Publications
- Journal of Modern Applied Statistical Methods
- Journal of Statistics Education
- Journal of the American Statistical Association
- Abstracts
- American Doctoral Dissertations
- American Psychological Association
- American Statistical Association
- Association for Psychological Science
- Buros Institute of Mental Measurements
- Centers for Disease Control and Prevention
- Educational Testing Service
- National Science Foundation
- Psychometrics
- PsycINFO
- Society for Research in Child Development
- Prediction and Estimation
- Attributable Risk
- Bernoulli, Jakob
- Chance
- Conditional Probability
- Confidence Intervals
- Continuous Variable
- Curse of Dimensionality
- Decision Boundary
- Decision Theory
- File Drawer Problem
- Gambler's Fallacy
- Generalized Estimating Equations
- Law of Large Numbers
- Maximum Likelihood Method
- Nonprobability Sampling
- Pascal, Blaise
- Probability Sampling
- Random Numbers
- Relative Risk
- Signal Detection Theory
- Significance Level
- Three-Card Method
- Probability
- Qualitative Methods
- Samples, Sampling, and Distributions
- Acceptance Sampling
- Adaptive Sampling Design
- Age Norms
- Attrition Bias
- Career Maturity Inventory
- Central Limit Theorem
- Class Interval
- Cluster Sampling
- Confidence Intervals
- Convenience Sampling
- Cumulative Frequency Distribution
- Data Collection
- Diggle-Kenward Model for Dropout
- Gauss, Carl Friedrich
- Heteroscedasticity and Homoscedasticity
- Homogeneity of Variance
- Hypergeometric Distribution
- Kurtosis
- Malthus, Thomas
- Multicollinearity
- Multivariate Normal Distribution
- Nonprobability Sampling
- Normal Curve
- Ogive
- Parameter
- Percentile and Percentile Rank
- Poisson Distribution
- Poisson, Siméon Denis
- Posterior Distribution
- Prior Distribution
- Probability Sampling
- Quota Sampling
- Random Sampling
- Sample
- Sample Size
- Semi-Interquartile Range
- Simpson's Rule
- Skewness
- Smoothing
- Stanine
- Stratified Random Sampling
- Unbiased Estimator
- Statistical Techniques
- k-Means Cluster Analysis
- t Test for Two Population Means
- Binomial Distribution/Binomial and Sign Tests
- Bivariate Distributions
- Bonferroni Test
- Bowker Procedure
- Causal Analysis
- Centroid
- Chance
- Chi-Square Test for Goodness of Fit
- Chi-Square Test for Independence
- Classification and Regression Tree
- Cochran Q Test
- Cohen's Kappa
- Delta Method
- Dimension Reduction
- Discriminant Analysis
- Dissimilarity Coefficient
- Dixon Test for Outliers
- Dunn's Multiple Comparison Test
- Eigendecomposition
- Eigenvalues
- EM Algorithm
- Exploratory Data Analysis
- Factor Analysis
- Factor Scores
- Fisher Exact Probability Test
- Fisher's LSD
- Friedman Test
- Goodness-of-Fit Tests
- Grounded Theory
- Kolmogorov-Smirnov Test for One Sample
- Kolmogorov-Smirnov Test for Two Samples
- Kruskal-Wallis One-Way Analysis of Variance
- Latent Class Analysis
- Likelihood Ratio Test
- Lilliefors Test for Normality
- Mann-Whitney U Test (Wilcoxon Rank-Sum Test)
- McNemar Test for Significance of Changes
- Median Test
- Meta-Analysis
- Multiple Comparisons
- Multiple Factor Analysis
- Multiple Imputation for Missing Data
- Multivariate Analysis of Variance (MANOVA)
- Newman-Keuls Test
- O'Brien Test for Homogeneity of Variance
- Observational Studies
- One-Way Analysis of Variance
- Page's L Test
- Paired Samples t Test (Dependent Samples t Test)
- Path Analysis
- Peritz Procedure
- Scan Statistic
- Shapiro-Wilk Test for Normality
- Structural Equation Modeling
- Tests of Mediating Effects
- Three-Card Method
- Tukey-Kramer Procedure
- Wilcoxon Signed Ranks Test
- Statistical Tests
- t Test for Two Population Means
- Analysis of Covariance (ANCOVA)
- Analysis of Variance (ANOVA)
- Behrens-Fisher Test
- Binomial Distribution/Binomial and Sign Tests
- Binomial Test
- Bonferroni Test
- Bowker Procedure
- Chi-Square Test for Goodness of Fit
- Chi-Square Test for Independence
- Classification and Regression Tree
- Cochran Q Test
- Dixon Test for Outliers
- Dunn's Multiple Comparison Test
- Excel Spreadsheet Functions
- Fisher Exact Probability Test
- Fisher's LSD
- Friedman Test
- Goodness-of-Fit Tests
- Kolmogorov-Smirnov Test for One Sample
- Kolmogorov-Smirnov Test for Two Samples
- Kruskal-Wallis One-Way Analysis of Variance
- Latent Class Analysis
- Likelihood Ratio Test
- Lilliefors Test for Normality
- Mann-Whitney U Test (Wilcoxon Rank-Sum Test)
- McNemar Test for Significance of Changes
- Median Test
- Multiple Comparisons
- Multivariate Analysis of Variance (MANOVA)
- Newman-Keuls Test
- O'Brien Test for Homogeneity of Variance
- One- and Two-Tailed Tests
- One-Way Analysis of Variance
- Page's L Test
- Paired Samples t Test (Dependent Samples t Test)
- Peritz Procedure
- Repeated Measures Analysis of Variance
- Shapiro-Wilk Test for Normality
- Tests of Mediating Effects
- Tukey-Kramer Procedure
- Wilcoxon Signed Ranks Test
- Tests by Name
- Adjective Checklist
- Alcohol Use Inventory
- Armed Forces Qualification Test
- Armed Services Vocational Aptitude Battery
- Basic Personality Inventory
- Bayley Scales of Infant Development
- Beck Depression Inventory
- Behavior Assessment System for Children
- Bender Visual Motor Gestalt Test
- Bracken Basic Concept Scale–Revised
- California Psychological Inventory
- Career Assessment Inventory
- Career Development Inventory
- Career Maturity Inventory
- Carroll Depression Scale
- Children's Academic Intrinsic Motivation Inventory
- Clinical Assessment of Attention Deficit
- Clinical Assessment of Behavior
- Clinical Assessment of Depression
- Cognitive Abilities Test
- Cognitive Psychometric Assessment
- Comrey Personality Scales
- Coping Resources Inventory for Stress
- Culture Fair Intelligence Test
- Differential Aptitude Test
- Ecological Momentary Assessment
- Edwards Personal Preference Schedule
- Embedded Figures Test
- Fagan Test of Infant Intelligence
- Family Environment Scale
- Gerontological Apperception Test
- Goodenough Harris Drawing Test
- Graduate Record Examinations
- Holden Psychological Screening Inventory
- Illinois Test of Psycholinguistic Abilities
- Information Systems Interaction Readiness
- Internal External Locus of Control Scale
- International Assessment of Educational Progress
- Iowa Tests of Basic Skills
- Iowa Tests of Educational Development
- Jackson Personality Inventory–Revised
- Jackson Vocational Interest Survey
- Kaufman Assessment Battery for Children
- Kinetic Family Drawing Test
- Kingston Standardized Cognitive Assessment
- Kuder Occupational Interest Survey
- Laboratory Behavioral Measures of Impulsivity
- Law School Admissions Test
- Life Values Inventory
- Luria Nebraska Neuropsychological Battery
- Male Role Norms Inventory
- Matrix Analogies Test
- Millon Behavioral Medicine Diagnostic
- Millon Clinical Multiaxial Inventory-III
- Minnesota Clerical Test
- Minnesota Multiphasic Personality Inventory
- Multidimensional Aptitude Battery
- Multiple Affect Adjective Checklist–Revised
- Myers-Briggs Type Indicator
- NEO Personality Inventory
- Neonatal Behavioral Assessment Scale
- Peabody Picture Vocabulary Test
- Personal Projects Analysis
- Personality Assessment Inventory
- Personality Research Form
- Piers-Harris Children's Self-Concept Scale
- Preschool Language Assessment Instrument
- Profile Analysis
- Projective Hand Test
- Quality of Well-Being Scale
- Raven's Progressive Matrices
- Roberts Apperception Test for Children
- Rorschach Inkblot Test
- Sixteen Personality Factor Questionnaire
- Social Climate Scales
- Social Skills Rating System
- Spatial Learning Ability Test
- Stanford Achievement Test
- Stanford-Binet Intelligence Scales
- Strong Interest Inventory
- Stroop Color and Word Test
- Structured Clinical Interview for DSM-IV
- System of Multicultural Pluralistic Assessment
- Thematic Apperception Test
- Torrance Tests of Creative Thinking
- Torrance Thinking Creatively in Action and Movement
- Universal Nonverbal Intelligence Test
- Vineland Adaptive Behavior Scales
- Vineland Social Maturity Scale
- Wechsler Adult Intelligence Scale
- Wechsler Individual Achievement Test
- Wechsler Preschool and Primary Scale of Intelligence
- West Haven-Yale Multidimensional Pain Inventory
- Woodcock Johnson Psychoeducational Battery
- Woodcock Reading Mastery Tests Revised
- Loading...
Get a 30 day FREE TRIAL
-
 Watch videos from a variety of sources bringing classroom topics to life
Watch videos from a variety of sources bringing classroom topics to life -
Read modern, diverse business cases
-
Explore hundreds of books and reference titles

Read next

More like this
Sage Recommends
We found other relevant content for you on other Sage platforms.
Have you created a personal profile? Login or create a profile so that you can save clips, playlists and searches